Service Hotline:400-096-8228

Kunwei Equipment - Bringing Craftsmanship to the Future
Committed to providing you with the most suitable high-performance extruder

NEWS CENTER
The co rotating meshing twin screw extruder (TSE) is particularly suitable for processing colored pigment masterbatches, with advantages such as excellent dispersion at high throughput rates, improved pigment loading levels, long service life of screw and barrel components, and simple machine operation.
However, it cannot be ignored that the processing of color masterbatches has its own series of challenges, such as raw material processing, pigment dispersion, and cleanliness between color changes. This article will explore twin screw extruder tools that can be used to produce high-quality color masterbatches, as well as techniques to overcome processing challenges while maximizing yield and product quality.
TSE can be seen as a "toolbox" that provides operators or process engineers with highly flexible various components that can be modified and/or moved to adapt to specific blending tasks. The production of high-quality pigment dispersions has been widely proven on TSE, but not every pigment has the same behavior and processing method. The treatment method of pigments and their processing in the extruder are crucial for the performance of the final product.
In addition, TSE, even if considered as a whole equipment, also includes the dimension of independent unit operation. To understand how to obtain the best performance final product, each unit operation of TSE must be carefully studied.
This article will mainly focus on the split flow method of masterbatch blending, rather than the pre mixing method, although both methods are acceptable for producing color pigment masterbatches.
Upstream feed

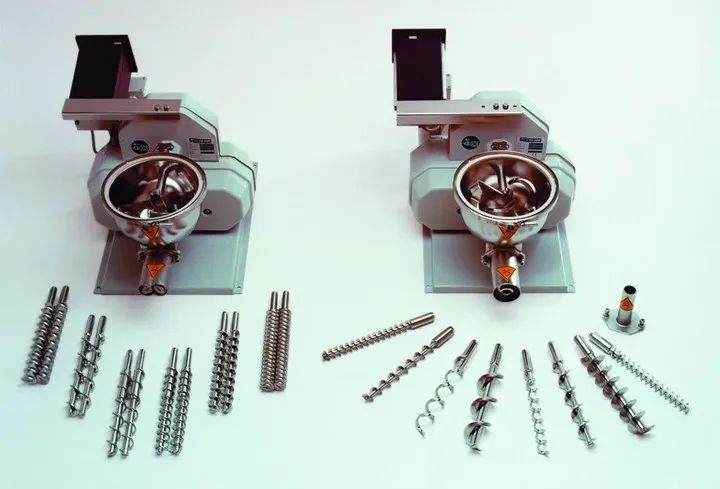
The feeder can provide various double screw and single screw configurations, with various screw designs to adapt to various materials.
Positioning the feeder above the extruder plays a crucial role in minimizing the fluidization and trapping of raw materials. A large amount of air is entrained with the powder (not much compared to particles), requiring a place where it can escape. If there is no filter screen or central suction system connected to the feeding system, the gas escaping from the extruder will hinder the feeding of raw materials.
Regarding the trapped gas in the raw material, the height positioning of the feeder above the extruder is also important. Once the raw material enters the feeder, the powder has the opportunity to compact a bit, increasing its bulk density. When the feeder starts feeding, the raw material will inflate according to the height above the extruder, which in turn reduces the bulk density and leads to issues with the feed rate.
Based on experience, usually no more than 15% of the pigment powder should enter the main feeding port of the extruder to prevent feeding problems. However, if there are already particle masterbatches of colored pigments available, there will be no feeding issues encountered.
For color pigment powder loads exceeding 20% or even up to 80%, it is strongly recommended to feed separately through the main feeder and side feeder, where multiple side feeders can be positioned downstream to add color pigments.
melt
The molten polymer within TSE is influenced by many factors, including external heating, internal friction, and/or heat transfer of the polymer melt. TSE has different process stages, including heating and cooling of internal processes, where energy is absorbed into or removed from the system. Of course, as the size of the extruder increases, the effect of external heating will decrease due to a decrease in surface area to volume ratio.
Another impact is the internal friction that occurs between polymer or powder particles or between materials and screw components inside the extruder. For example, friction and shear stress occur in the narrow gap of the kneading block, which is completely influenced by the type of screw profile installed, throughput, and extruder screw speed. The heat transfer in polymer melts helps encapsulate any unmelted polymer to help form a complete melt.

The segmented screw elements provide multiple functions and can be assembled together on the shaft to adapt to unit operation.
The design of the kneading and mixing zones depends entirely on the type of polymer being processed, but can include various kneading elements. These can include 45 ° (conveying) kneading elements for three and two ends, 90 ° (neutral) kneading elements for two ends, and/or left handed (holding) kneading or conveying elements. three-flighted and two-flighted 45° (conveying) kneading elements, two-flighted 90° (neutral) kneading elements, and/or left-handed (retaining) kneading or conveying elements.)
These screw combinations provide the necessary mechanical energy and residence time to effectively melt and homogenize the polymer before it moves downstream. The left-handed (holding) element pressurizes the melt inside the TSE, and it is important to design this part so that it does not excessively shear and degrade the polymer. It is equally important to note that once the material leaves the melting section, it should completely melt to provide sufficient wetting for the colored pigments introduced downstream.
With the advancement of TSE technology, there is room for screw component design to deviate from the classic Erdmenger screw component profile widely used in the industry. The geometric shape of these so-called "involute screw components" has changed while maintaining the self wiping profile in the same direction of rotation TSE. The use of involute elements in the melting section and downstream mixing section reduces the limitation of filler addition observed in standard design. The involute element allows users to feed fillers or colored pigments into the main feed of TSE while reducing the risk of insufficient melting.
Regarding downstream mixing, the use of involute elements can also reduce the limitation of insufficient filling. Overall, involute components are a tool that users can use to overcome the limitations encountered when mixing large amounts of fillers or pigments.
Side feeding
As mentioned earlier, based on the loading capacity of colored pigments in the formula, some colored pigments can be added to the main feed of TSE, up to a maximum of about 15%, depending on their particle shape and size.
However, when considering the high loading capacity of colored pigments (up to 80%), the material between the main feeder of TSE and the side feeders located downstream (sometimes multiple side feeders) may be "fed separately". The proportion of staged feeding depends on the type of material and loading capacity; But in the end, finding the most effective method is a balanced behavior.
Mixing/exhaust
The melting part is a very important tool for producing high-quality colored pigment dispersions on TSE, and the downstream mixing part is also the same. Once colored pigments are effectively introduced into TSE and the polymer melt wets the particles appropriately, the design of the downstream mixing section is crucial for distributing and dispersing colored pigments. As mentioned earlier, when entering the downstream side feeder, air is indeed entrained by the pigment powder, with some of the air returning through the upstream vent on the side feeder barrel itself.
However, most of the entrained air actually enters the downstream mixing section, and if designed incorrectly, it may cause the entrained air to move backwards and return to the side feeder, thereby hindering material flow. The purpose of the downstream mixing section is to wet the pigment with a melt and transport the entrained air downstream, where an atmospheric vent can be placed to allow the air to escape.

devolatilization
Now the product has completed most of the upstream unit operation, and the material is about to leave the extruder and enter the downstream equipment. Sometimes an area that is overlooked is the devolatilization (or degassing) part of the machine. This is an important unit operation because when the material undergoes vacuum application, bubbles and/or volatiles peel off from the polymer melt, providing non porous and dense particles.
If there is porosity in the final particles, it will affect the strength and durability of the final formed component. TSE provides a relatively simple method of vacuum application, which consists of an open (or ventilated) barrel and a vacuum dome connected to the separation tank (or condenser) and vacuum pump.
In some cases, regardless of the degree of vacuum applied or the speed of the extruder screw, the material will still escape from the vacuum exhaust port, blocking the exhaust port and preventing sufficient devolatilization. In this case, equipment sometimes referred to as side degassing devices will be used to help retain the material in the extruder while allowing the gas to escape for appropriate devolatilization.

Pressurization and granulation
Engineers usually do not spend too much time considering the design of the turbocharging section of TSE. The aggregation flow in this section is a combination of resistance flow towards the screw tip due to screw rotation and upstream pressure flow away from the TSE discharge port. Please pay attention to the position of the vacuum port, as excessive pressure accumulation can lead to the problem of devolatilization.
Usually, the granulation of color masterbatches will involve wire or underwater granulation. A high pigment load of nearly 80% may cause the wire to be very brittle, in which case underwater granulation would be a better choice, but this needs to be judged based on the type of pigment used.
9 Guangtai Road, Dujiangyan City, Chengdu City, Sichuan Province
45 Limao Road, Wujin District, Changzhou City, Jiangsu Province
400-096-8228
sales@njkwls.com

Nanjing Kunwei Lansheng Extrusion Intelligent Equipment Co., LTD
Address: No. 9 Guangtai Road, Dujiangyan City, Chengdu City, Sichuan Province
45 Limao Road, Wujin District, Changzhou City, Jiangsu Province
Tel:400-096-8228
E-mail:sales@njkwls.com